


检测钢结构连接所用材料: 钢结构连接时,主要采用连接件的连接或焊接,连接件主要有地脚螺栓、普通螺栓和高强度螺栓等。在连接件连接中,主要检测标准是性能、规格连接器品种符合相关标准设计规范的要求。 对于焊接材料,主要包括带电焊剂、焊丝和焊条,所有检测标准均应符合国家标准。焊剂的检查主要包括耐湿性、含水量、焊剂粒度、熔敷金属的V型缺口冲击吸收能、熔敷金属的拉伸性能、机械夹杂物、焊接试板的射线照相检查. ,以及焊缝扩散中的氢含量、磷和硫的含量等;焊丝的检测内容主要包括焊缝的射线探伤、熔敷金属的检测等。机械性能和冲击试验、焊丝表面质量、焊丝对接光洁度、焊丝松弛直径和提升、焊丝涂层、焊丝刚度、焊丝直径和偏差、焊丝机械性能和射线照相检查和化学电极的检查主要包括电极的涂层焊条和镀层的水分含量、焊缝的射线照相检查、熔敷金属的机械性能、熔敷金属的化学成分、焊条的尺寸等。

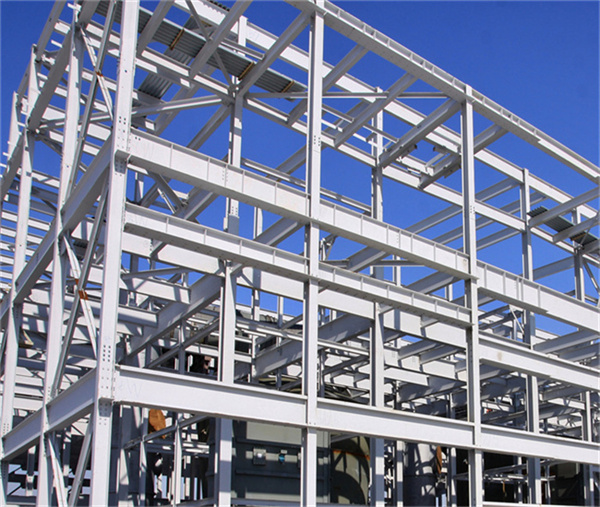
钢结构构件、成品、半成品均可工厂化操作,施工工艺也从传统的现场浇筑发展到预制构件和预制构件,符合现代建筑制造标准,工业化制造,装配式钢结构建筑积极推广。建筑业的快速发展也对我国钢结构技术提出了更高的要求。因此,打破传统的建筑理念,解决钢结构存在的各种问题,扬长避短,更好地发挥优势,让更多的工业化钢结构建筑在中国土地上傲然屹立。 但钢结构行业进入门槛较低,行业竞争较为激烈,市场集中度极为有限。同时,钢结构产业存在布局不合理、区域发展不平衡、中西部地区产业水平低等问题。总而言之,我国目前是钢结构大国,但不是钢结构产业强国。未来,我国钢结构行业还有很大的提升空间。

西安钢结构检验小编告诉你,钢结构焊缝在检验时,要对焊缝进行目视检查,检查前要清理掉熔渣和飞溅物。 1)焊缝表面和热影响区不得有裂纹、气孔、夹渣、弧坑、焊底等缺陷。 2) 对接焊缝的咬边深度不得大于0.5mm,咬边的连接长度不得大于100mm,焊缝两侧咬边的总长度不得超过长度的10%焊缝的标准屈服强度 如果厚度大于 390MPa 或小于 25mm 的低合金钢底环壁板纵缝有咬边,一切都应打磨光滑。 3)边板厚度大于等于10mm时,底环壁板与罐底侧边板之间的T型接头罐内角焊缝边缘应平滑过渡,并且不应该有底切。 T型接头的焊缝应符合图纸规定。 4) 罐壁纵向对接焊缝的凹入深度不得低于母材表面,且不得超过0.5mm。凹陷的连续长度不得超过100mm。凹陷的总长度不应大于焊缝长度的 10%。 5) 浮顶内焊缝与内浮顶储罐的剩余高度不得大于1mm。其他对接焊缝的余高应符合相应的国家标准。 6)对接错位量应符合立式贺钢焊接储罐的施工及验收规范。 7)标准屈服强度大于390mpa的钢板,其表面焊痕应在打磨后进行渗透检测或磁粉检测,无裂纹、夹渣、气孔为合格。