


这个指标由机床的物理特性决定,如运动部分的质量、进给电机的扭矩、阻力、切削负载等,这个值越大,在运动过程中花在加减速过程中的时间越小,效率越高,通常,对于步进电机,该值在100~500之间,对于伺服电机系统,可以设置在400~1200之间,在设置过程中,开始设置小一点,运行一段时间,重复做各种典型运动,注意观察,如果没有异常情况,然后逐步增加,如果发现异常情况,则降低该值,并留50%~100的保险余量。

如果是重型机床,该值要小一些,在设置过程中,开始设置小一点,运行一段时间,重复做各种典型联动运动,注意观察,如果没有异常情况,然后逐步增加,测定有无丢脉冲,如有偏差,请检查步进驱动器接收脉冲信号的类型,检查端子板与驱动器间接线是否有误,如果还出现闷车或丢步,按10、11、12步调整加速度等参数,先单轴回,如果运动方向正确则继续回,否则需停止,重新设置设置厂商参数中的回机械原点方向,直至所有轴都可回机械原点。
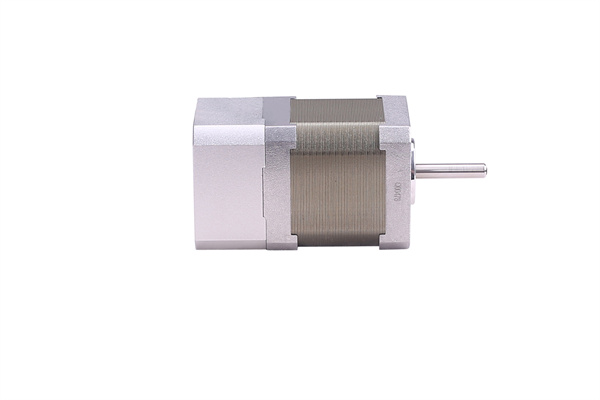
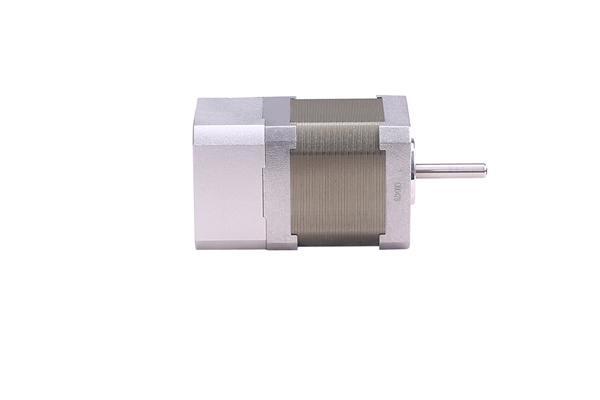
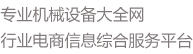
用上的差别:沟通交流伺服电机好些一些,由于是正弦波形控制,转矩脉动饮料小。 控制繁杂,非常容易完成智能化系统,其电子器件换相方法灵便,能够波形换相或正弦波形换相,电机免维护保养,高效率很高,运作温度低,电磁波辐射不大,寿命长,可用以各种各样自然环境,大惯性力,较大旋转速率低,且伴随着输出功率扩大而迅速减少,因此适合做低速档稳定运作的运用,伺服电机的精度决策于伺服电机的精度(线数),交流电机调速是锯齿波,例如:线切割的工作台拖动,植毛机工作台(毛孔定位),包装机(定长度)。